金属家具 质量检验及品质评定
中华人民共和国轻工行业标准
QB/'r 1951.2一1994
金属家具 质量检验及品质评定
1 主题内容与适用范围
本标准规定了金属家具检验分类、检验项目、抽样规则、试验方法、试验程序和检验结果的评定
本标准适用于金属家具和钢木家具产品质量检验及评定。
2 引用标准
GB/T 172。 漆膜附着力测定法
GB/T 1730 漆膜硬度测定法
GB/T 1732 漆膜耐冲击测定法
GB/T 174。 漆膜耐湿热测定法
GB/T 1743 漆膜光泽度侧定法
GB/T 1763 漆膜耐化学试剂性测定法
GB/T 4893.1-4893. 8 家具表面漆膜测定法
GB/T 4893.9 家具表面漆膜抗冲击测定法
GB/T 5926 轻工产品金属镀层和化学处理层的外观质量测试方法
GB/T 5928 轻工产品金属镀层和铝氧化膜的厚度测试方法 测重法
GB/T 5933 轻工产品金属镀层的结合强度测试方法
GB/T 10357.1-10357.5 家具力学性能试验
GB/T 10357. 6 家具力学性能试验 单层床强度和耐久性
QB/T 3655 家具表面软质彼面材料剥离强度的测定
QB/T 3656 家具表面硬质彼面材料剥离强度的测定
3 术语
钢木家具
主要部件由金属材料和木材或木质人造材料制成的家具。
4 检验分类
产品检验分型式检验和出厂检验。
4.1 M式检脸是对产品质It进行全面考核,即对标准中规定的技术要求全部进行检验。
4.2 出厂检验是产品出厂或产品交货时必须进行的各项检验。
5 型式检验
5.1 检验条件
有下列情况之一时,应进行型式检验。
a. 新产品或老产品转厂生产的试制定型鉴定;
中华人民共和国轻工业部1994一04一23批准 1994一12一01实施
QB/'r 1951.2一1994
b. 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;
e. 正常生产时,定期或积累一定产量后,应周期性进行一次检验,检验周期一般为一年;
a. 产品长期停产后,恢复生产时;
e, 出厂检验结果与上次型式检验有较大差异时;
f. 国家质量监督机构提出进行型式检验要求时。
5.2 检验项目
5.2.1 检验时应按附录A(补充件)中与被检产品有关的项目逐项进行检验。
5.2.2 当产品中出现附录A以外的必须检验项目时,应在企业产品标准中作出规定。
5.3 抽样与组批规则
5.3.1 型式检验应采用抽样检验方法,在母样中编号后随机抽取检验子样。
5.3.2 单件产品的母样数不少于20件。从中抽取4件,2件封存,2件送检。
5.3.3 成套产品的母样数不少于5套。从中随机抽取2套,1套封存,1套送检。若送检样品中含有两
件以上结构相同的单体,则此类单体应随机抽送两件,余也封存。
5.3.4 漆膜理化性能试验的样板一般应在样品上直接取得.也可以在与受检产品相同的工艺条件下制
作。样板的规格尺寸和数量见表I.
表 1
测 试 内 容 试 样 材料试件数A
块
试 件 厚 度
刃1111
试 件 大 小
m m
漆膜硬度 玻摘板(光平面) 3 3- 5 loo x 100
漆旗附着力 马口铁板 3 0.20-0.30 Sox 100
漆膜冲击强度 马口铁板 3 0.20̂-0.30 5O X 120
漆膜耐腐蚀 普通低碳薄俐板 3 0.8-1.5 70X 150
漆膜光泽度 玻确板 3 2̂ .3 20X90
漆膜耐湿热 普通低碳薄钥板 3 0.8-1.5 70X 150
木制件漆膜理化性能 应符合GB/T 4893.1̂-4893.9的规定
5.4 试验方法
54.j 外观检验
应在自然光或光照度300~ 6001x范围内的近似自然光(例如 40W 日光灯)下,视距为700
l000mm,由三人共同检查,以多数相同结论为检验结果。
5-4.2 木材含水率测定
木材含水率测定仪的误差应不大于士2%。木材含水率应在抽样现场或同一地区测定。取试件离地
l00mm以上部分为测试部位,任选三个不同位置的琴件,在每一个零件上任选三个点各侧一次,分别求
出在每个零件上侧得的平均值,以其中最大的平均值为该试件的木材含水率测定值。
5.4.3 主要尺寸测定
应采用每米误差不大于士0. 6mm的3m钢卷尺(或钢直尺),对安放在平板(或平整地面)上的试件
进行测定。
54.4 翘曲度测定
应采用误差不大于0. lmm的翘曲度测定器具。测定时,将器具先后放置在被测部件表面的两条对
QB/T 1951.2一1994
角线上,分别测量对角线中点与基准直线的距离,以其中一个最大距离为翘曲度测定值。
5.4.5 底脚着地平稳性测定
应采用塞尺。测定时,将试件放置在平板上,使三个底脚着地,测量另一个底脚与平板间的距离
5-4.6 平整度测定
应采用误差不大于。. 03mm的平整度测定器具。测定时,将器具放置在试件的被测表面,分别选择
不平整程度最严重的三个部位,测量0~ 150mm长度范围内被测表面与基准直线间的距离,以其中一个最大值为平整度测定值。
5.4.7 邻边垂直度测定
应采用每米误差不大于士0. 6mm的3m钢卷尺(或钢直尺)。用钢卷尺(或钢直尺)测量矩形部件的
两条对角线,其差值即为邻边垂直度侧定值。
5.4.8 平行度测定
应采用误差不大于0. lmm的平行度测定器具。测定时,可任选框架、门、抽屉中某一前表面的任一边为测量基准面,用平行度测定器具测出测t基准面和与其相邻表面之间的最大间距和最小间距,然后
取两个间距的差的绝对值即为平行度侧定值。
5.49 分缝测定
应采用塞尺进行测量。
抽屉分缝测定时,所有抽屉面板应紧靠同一侧,侧量另一侧的最大分缝以及左右和上下分缝;门分
缝测定时,应分别测量门四侧分缝最大的部位。取所有抽屉或门在某一侧上的分缝最大值,即为该侧的
分缝测定值。
5.4-10 水平偏差测定
用钢卷尺测量方桌面每组对边中点的离地高度,圆桌面分别测量圆周上最高一点和过圆心相对称
另一点的离地高度。其差值与边长(或直径)的比值即为水平偏差测定值。
5.4-11 圆度测定
用。. 02mm精度的游标卡尺测量国管弯曲段中部最大管径和最小管径,其差值即为圆度测定值。
5.4-12 皱纹测定
用0. 02mm精度的游标卡尺测量管材弯曲处皱纹的峰谷值,其差值即为皱纹的测定值。
5.4-13 理化性能试验
5.4-13.1 金属件漆膜(包括烘漆、喷塑)理化性能试验方法应符合GB/T 1720, GB/T 1730,
GB/T 1732,GB/T 1740,GB/T 1743和GB/T 1763的规定.5.4.13.2 金属件电镀层盐雾试验是将试件表面除油污后,呈150̂-30。角悬挂在盐雾箱内,用5%的氯
化钠溶液(用蒸馏水溶解化学纯抓化钠试剂配制)间断喷雾8h〔每小时喷雾15min,保持温度(35士
2)' C),存放16h(存放时自然降温冷却),24h为一周期。盐雾沉降率为((1士0. 5 )mL/h/80cm'。取出后试
件用清水洗去试液,并观察试件上锈点大小及多少。
5.4-13.3 金属件镀层厚度测定应使用计时点滴法。试件表面除油污后,将试件、试剂、试验器具在20
-250C温度下存放至少3h。试验时,试件平放,用。.5mL滴管,将盐酸(密度1. 18g/mL)滴一滴于镀层
表面。自盐酸与镀层反应开始按秒表计时,直至局部镀层溶穿,露出内层为止。根据所需时间查表2,并
按式((1)进行计算:
d=tk ......................................................(1)
式中:d - 镀层厚度,KM;
t- 溶穿铰层所需时间,s;
k— 每秒溶解的镀层厚度,pm/s e
QB/T 1951.2一1994
表 2
5.4-13.4 金属件电镀层结合力检验应符合GB/T 5933-1986中2.1.2条的规定。
5.4-13.5 金属件电镀层表面粗糙度检验应符合GB/T 5926-19$6中3.2条的规定。
5.4-13.6 铝合金件氧化膜厚度检验应符合GB/T 5928-1986中4.1条的规定。
5.4. 13.7 木制件漆膜理化性能检验应符合GB/T 4893. 1--4893. 9的规定。
5.4-14 力学性能试验
软质或硬质覆面材料剥离强度试验应符合QB/T 3655和QB/T 3656的规定;强度、耐久性和稳定
性试验应符合GB/T 10357.1̂ 10357.6的规定。
5.5 检验程序
送检试样的检验应按下列程序进行:外观检验,力学性能试验,理化性能试验。
5.6 检验结果评定
56门 不符合技术要求项目的不合格类别判定,应按附录A(补充件)的规定。
5.6.2 单件样品检验结果若不存在A类不合格项目,C类不合格项目不超过3项,或者B类不合格项
目不超过1项并且C类不合格项目也不超过1项时,则评定该型号产品为合格品,否则即为不合格品。
5.6.3 成套样品中的各件样品应按单件样品评定要求评定其合格与否,成套样品中各件样品均为合格
品时,评定该型号成套产品为合格品,若成套样品中存在1件不合格品,则评定该型号成套产品为不合
格品。
5了 复验规则
5了.1 产品经型式检验不合格的,可进行一次复验。
5.7.2 复验时应对型式检验不合格的项目以及因试件损坏而未能检验的项目进行检验。
5.7.3 试样必须从封存样品中抽取一件含型式检验不合格项目的相同产品。
5. 7.4 检验结果评定应按5. 6. 2,5. 6. 3条规定。在检验报告中注明"复验合格(或不合格)"结论。
6 出厂检验
出厂检验应在本产品型式检验合格的有效期内,由企业质量检验部门进行检验。
6.1 检验项目
6门门 检验时应按附录A(补充件)Ai中与被检产品有关的项目逐项进行检验。
6.1.2 当产品中出现附录A(补充件)A1以外的必须检验项目时,应在企业产品标准中作出规定
QB/T1951.2一1994
6.1.3 必要时,由购销双方协议,增加检验项目。
6.2 抽样与组批规则
6.2.1 单件产品和成套产品出厂检验应全数进行检验,但当全数检验有困难时,可实行抽样检验。
6.2.2 抽样检验时,在母样上编号,按表3规定随机抽取规定件数。
表 3 件(套)
检验批数量
1~ 25
26~ 50
51~ 90
91~ 150
151~ 28D
281~ 500
501~ 1200
1201~ 3200
抽取受检产品数 合格判定数几 不合格判定数 凡
0 l 2 3 5 7 10 14
l 2 3 4 6 8 11 15 58 20 32 80
6.3 试验方法
出厂检验的试验方法应符合54.1~5.4.12条的规定。
6.4 检验结果评定
6.4.1 单件产品的评定规则同56条规定。
6.4.2 批产品质量经抽样检验的结果按表3规定评定:样本中不合格品数小于或等于合格判定数Ac
时,评定本批次产品为合格批,样本中不合格品数大于或等于不合格判定数R。时,则评定本批次产品为 /不合格批。
QB/'r 1951. 2一1994
附 录 A
金属家具检验项目及评定表
(补充件)
表 A1 外观检验项目 m m
序号 检验项 目名称 检验 内容及技 术要求不合格类别评定
A B C
1 产品外形尺寸的极限
偏差
受检产品图样尺寸与实侧值允差:
非析盈式产品士5,折盛式产品士6
高度 O
宽度 0
深度 0
2 各类产品主耍尺寸
(即功能尺寸)
桌类 ① 桌面高700,720,740,760 0
②中间净空高>580 0
③中间净空宽)520 0
④桌、椅(凳)配套产品的高差280320 0
椅凳类 ① 座高400,420,440 0
②扶手椅扶手内宽)460 0
柜类①挂衣棍下沿至底板上表面间距
挂长衣》1350 0
挂短衣)850 0
②挂衣空间深度妻500 0
③折盛衣物放f空间深>450 0
④书柜搁板层高》220 0
床类 ①床铺面净长1920 O
②床铺面宽800,900,1 000,1 200,1 350,1 500 O
③床铺面高400̂ 440 0
④双层床层间净空高>950 0
⑤双层床安全栏板高>120,长)1/2床长 0
3 翘曲度 木制件面板、门或屉面板 对角线长度
》 1 400
允许值
簇3
0
对角线长度
<1 400
>700
允许值
簇2
对角线长度
< 700
允许值
簇1
4 邻边垂直度 对角线长度 折登式产品 非折130之产品
O<I 000 (4 成3
> 1 000 毛6 蕊4
5 桌面水平偏差 折登桌面水平偏差 不大于7编 O
6 板件平整度 不大于0.2 O
QB/'r 1951. 2一1994
续表 A1 n〕了了1
序号 检验项目名称 检 验 内容 及 技 术 要 求不合格类别评定
A B C
7 平行度 门与框架(前表面),抽屉与框架(前表面)允许偏差2 O
8 门分缝要求 规 格 上 中 下 左 右
0高< 1 000 簇1 镇1 镇1. 5 各蕊1
高要1 000 簇2 簇2 蕊2.5 各簇2
9 抽屉分缝要求 长<300 61 (1.5 簇1 各<1C)
长妻300 簇2 簇2 蕊2 各簇2
10 图度 圆管弯曲处,0<25,允许偏差2;0>-25,允许偏差2. 5 Ci
11 焊接要求 焊接处应无脱焊、虚焊、焊穿 O
12 铆接要求 铆接处应无漏铆、脱铆 O
13 涂层(铰层)要求 涂层(铰层)应无剥落,无返锈,无粘漆 O
14 安全性要求 在接触人体或收藏物品的部位不得有突出的毛刺或刃口棱角 0
15 产品底脚着地平穆性 各种产品底脚着地平稳性偏差应不大于2 O
16 木材含水率要求 应不超过各地区的年平均木材平衡含水率加1% O
17 管材和冲压件要求 管材和冲压件不允许有裂缝 0
18 金属件外观要求 系数>0.7为合格
① 管材要求
1)无登缝;2)焊接无错位;3)无结疤
② 冲压件要求
1)无脱层;2)圆管和异型管弯曲处的波纹高低不大于0.4;3)
弯曲处弧形应圆滑一致
③ 焊接件要求
1)焊疤表面波纹高低不大于1;2)无夹渣,3)无气孔;4)无焊
瘤,5)无咬边书6)无飞截
④ 铆接要求
1)铆钉头圆滑;2)端正无锤印
0
19 金属件漆膜涂层外观
要求
系数>O. 7为合格
1)无时底;2)无凹凸;3)无明显流挂;4)无疙瘩;5)无皱皮;6)
无飞漆刃)无色差i8)图案完整和无泪喷
0
20 电镀层外观要求 系数>0.7为合格
外露部位:1)不得有烧焦;2)不得有起泡;3)不得有针孔;4)
不得有裂纹;5)不得有明显毛刺,6)不得有花斑i7)不得有划痕 0
QB/'r 1951. 2一1994
续表 A1 m n
序号 检验项目名称 检 验 内 容 及 技 术 要 求不合格类别评定
A B C
21 零部件木材材质要求 虫蛀材须经杀虫处理,不得使用昆虫尚在继续侵蚀的木材 O
零部件不允许有贯通裂缝 O
外表不得使用腐朽材,内部用材的轻微腐朽面积不得超过零件
面积的15%,深度不得超过材厚的25%O
宽度不超过可见材宽的三分之一,直径不超过12的节子,经修
补后不影响结构强度和外观的,可使用〔_)
涂饰或存放物品的部位不得有树脂续 O
斜纹程度超过20%的不得使用 0
22 工艺外观要求 系数妻0. 7为合格
班面材料 1)无明显透胶沼)无凹陷;3)无压痕;4)无脱胶;5)
无明显鼓泡
结合处 1)无肠钉;2)无崩茬;3)外表应倒梭;4)回角应一致;
5)圆线应一致;6)木刨件表面应细光;7)封边条不允许有脱胶、
鼓泡
O
23 封边要求 使用的各种人造板部件应作封边处理 O
24 木制件涂饰工艺外观
要求
系数妻0.7为合格
1)着色不得傅底;2)无积粉;3)无杂渣;4)无漏嵌腻子;5)无
刷毛;6)无明显粒子;7)无涨边;8)无编孔;9)无色差;10)无过
楞;11)无流挂;12)无皱皮;13)无白点
O
25 配件安装要求 启闭配件应灵活,折盛产品应折亚灵活,不得有自行折登现象 0
26 产品标志 产品应使用中文标明产品名称、规格型号、主要技术指标、生产
厂名及厂址。产品应具有中文标明的使用保养说明书、检验合格证
书、产品等级标志及出厂日期或生产批号
0
表A2 理化性能检验项目
序号 检验项目名称 检 脸 内容 及 技 术 要 求不合格类别评定
A B C
1 金属件漆膜理化性能 光泽度)65% O
漆膜硬度李0.4 O
漆膜冲击强度,质1 1 kg,冲击高度400.m, e冲击漆膜不应有
剥落、裂纹或皱纹O
漆膜附普力应达到3级 O
浪膜耐腐蚀 加沮耐盐水1h,不得有锈蚀痕迹、鼓泡、开裂 O
膝膜抗湿热,沮度(47士1)̀C,相对湿度(96士2)% (48h),允许轻
傲变色,无锈蚀、鼓泡、剥落等现象O
2 电镀层结合性能 镀层结合力,试件经弯曲镀层无起皮脱落 O
QB/T 1951. 2一1994
续表 A2 m m
序号 } 检验项目名称 检 验 内容 及 技 术 要 求不合格类别评定
A!B}C
电镀层理化性能 镀层抗盐雾试验,1.5.-以下锈点<20点//dm',其中)1. Omm
锈点不超过5点(距离边缘棱角2.m以内的不计)0
C
-0
镀层厚度不小于。3pm
铝合金氧化膜厚度不小于3pm
电被层表面粗糙度R.应不大于1. 25um O
木制件表面漆膜理化
性能
耐液 10写碳酸钠30%乙酸
24h,不低于3级 O
0
-0
-0
-0
-0
耐湿热
耐干热
附粉力
耐磨
耐冷热沮差
70'C,不低于3级
80'C,不低于3级
不低于 3级
OOOr,不低于2级
3周期,无鼓泡、裂缝和明显失光
光泽 不低于 3级 O
0
-0
-0
木制件表面软、硬质
班面理化性能10%碳酸钠
30%乙酸
24h,不低于2级
些 #.4耐干热
70'C
80'C
,不低于3级
,不低于2级
耐磨 宝丽板、华丽板
PVC贴面
2000r,不低于3级
400r,不低于3级
O
耐冷热温差 3周期,无鼓泡、裂缝和明显失光 0
表A3 力学性能检验项目
序号 检验项目名称 检 脸 内容 及 技 术 要 求不合格类别评定
A B C
1 搜面材料剥离强度 软质砚面材料剥离弧度应达到3.5 X 10'N/m 0
硬质彼面材料剥离强度应达到1. 4 X 1ON/m 0
2 强度和耐久性 应符合GB/T 10357的规定,取三级试验水平(其中搁板挠度与长
度的比值(0.5%i主体结构和底架位移值<15m.)
0
3 稳定性 应符合GB/T 10357的规定(其中垂直加载力,门为100N,抽屉为
150N) 0
注:① 同一序号内若有几项不同的检验内容不符合技术要求时,不合格类别的评定应有一项计一项.
② 同一件产品上若不同的部位都出现同一类型的不合格,应作一项不合格计算.
QB/T 1951. 2一1994
附 录 B
合格系数计算及评定
(补充件)
Bl 检验项目中有部分定性的外观检验内容,根据该检验项目中规定的检验内容个数,用合格系数法
评定该项目合格或不合格。
B2 合格系数是指该检验项目中的检验内容达到合格的程度,即达到0.7的,评定该检验项目为合格,
达不到。.7的则评定该检验项目为不合格。
B3 合格系数计算公式:
C=n; /N ·····················"····················⋯⋯ (BL)
式中:C-一一该项目的合格系数;
N— 该项目中实际应检内容的个数;
>e— 该项目中经检验符合技术要求的个数。
B4 合格系数的有效位数应保留到小数点后第一位,修约方法应符合下列规定。
a. 拟舍弃数字的最左一位数字小于5时,则舍去,即保留的一位小数数字不变;
b. 拟舍弃数字的最左一位数字大于5,或者是5,而其后跟有并非全部为。的数字时,则进1,即
保留的一位小数上加1;
c. 拟舍弃数字的最左一位数字为5,而右面无数字或皆为0时,若所保留的末位数字为奇数(1,
3,5,7,9)则进1,为偶数(0,2,4,6,8)则舍弃;
d. 不许连续修约。
附加说明:
本标准由轻工业部质量标准司提出。
本标准由全国家具标准化中心归口。
本标准由上海市家具研究所负责起草。
[注:本文部分图片来自互联网!未经授权,不得转载!每天跟着我们读更多的书]
互推传媒文章转载自第三方或本站原创生产,如需转载,请联系版权方授权,如有内容如侵犯了你的权益,请联系我们进行删除!
如若转载,请注明出处:http://www.hfwlcm.com/info/142653.html
相关文章
-

北京晚报2019年7月18日讯 沙发椅标称胡桃木,实际上是胶合板;木架子标称白橡木,实际上是纤维板。2019年7月17日,北京市市场监管局通报流通领域家具质量抽检结果,经检测发现的1
-
-

对于不少人来说,小米这个名字往往代表的就是高性价比,毕竟,小米自从从专业推出高性价比的手机到如今的智能家居纵向发展后,实话说至今亦推出了不少的黑科技产品,因此不少
-

沙发似乎是舒服的代名词,它可以包裹我们的慵懒,也可以开启我们的轻松。要坐就坐一套可倚靠可依赖的沙发,首先要保证的就是它的支撑强度。沙发的主体框架除了木质材料,还有
-

大家好,我是成都全屋定制阿伟。定制衣柜时五金配件是比较重要的一环,现在市面上有很多品牌都在销售五金配件,但是质量参差不齐。那么衣柜配件五金有哪些品牌?衣柜五金配件
-

近日,一款名为"美之高工业层架SMT存放架多层斜网货架"的产品引起了广泛关注。这款货架不仅能够存放大量物品,还具备斜网设计,让您的物品更加稳固,不易掉落。据悉,这款货架的
-
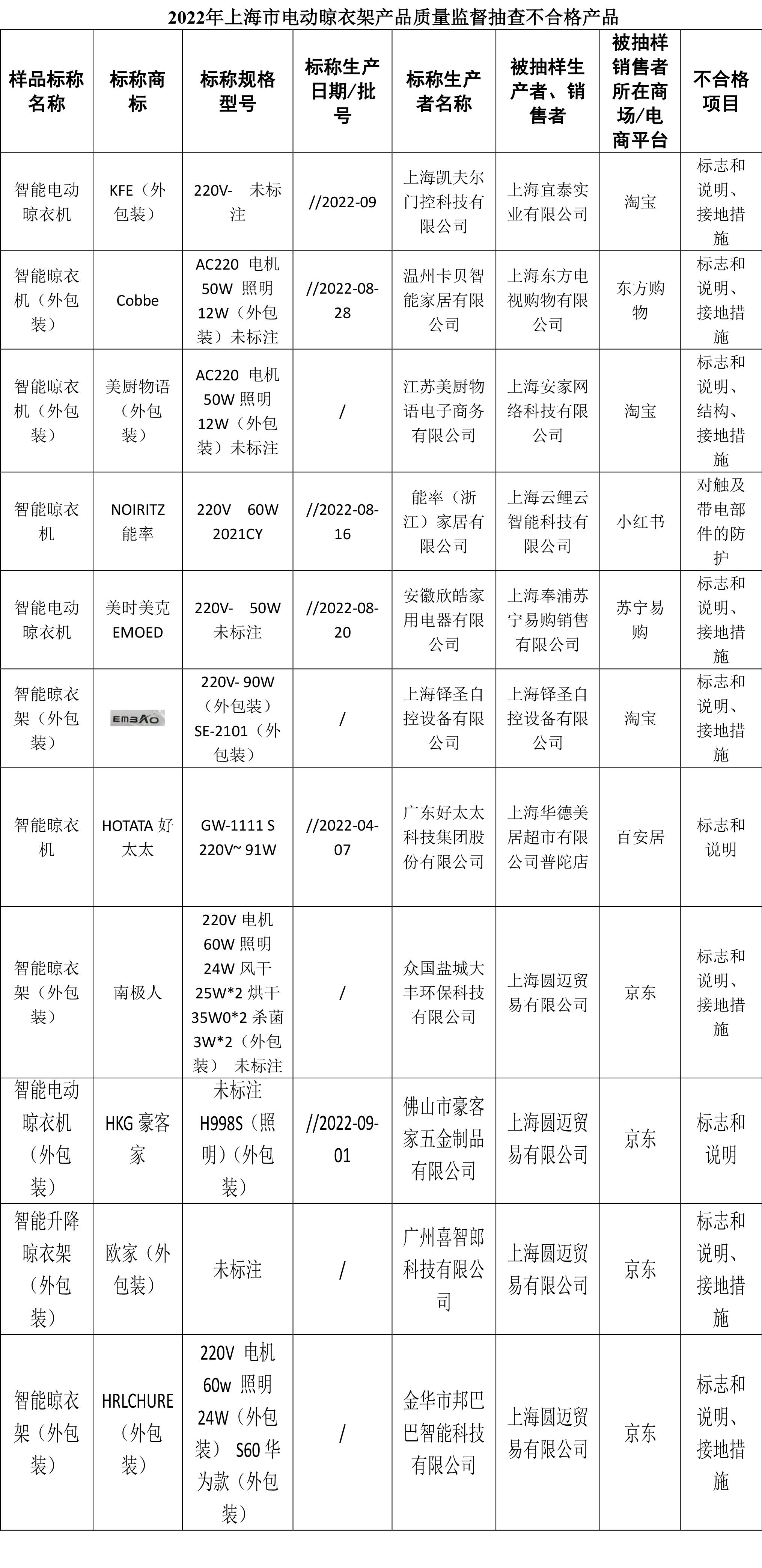
近期,针对消费者投诉、举报集中以及质量问题较多的产品,上海市市场监督管理局对本市生产、销售的45批次电动晾衣架产品开展产品质量监督抽查,检测项目涉及质量安全性指标中
-

以前老一辈人用一根竹竿、一条绳子就解决晾衣服的问题,而随着生活品质的不断提高,更为专业的晾衣架设备逐渐兴起,从最初的落地式、外飘式,逐步升级到手摇伸缩式、电动升降