气割(火焰切割)解读
气割是指利用气体火焰将被切割的金属预热到燃点,使其在纯氧气流中剧烈燃烧,形成熔渣并放出大量的热,在高压氧的吹力作用下,将氧化熔渣吹掉:所放出的热量又进一步预热下一层金属,使其达到熔点。金属的气割过程,就是预热、燃烧、吹渣的连续过程,其实质是金属在纯氧中燃烧的过程,而不是熔化过程。

材料的热切割,又称氧气切割或火焰切割。
气割时,火焰在起割点将材料预热到燃点,然后喷射氧气流,使金属材料剧烈氧化燃烧,生成的氧化物熔渣被气流吹除,形成切口。
气割用的氧纯度应大于99%;可燃气体一般用乙炔气,也可用石油气、天然气或煤气。
用乙炔气的切割效率最高,质量较好,但成本较高。
气割设备主要是割炬和气源。
割炬是产生气体火焰、传递和调节切割热能的工具,其结构影响气割速度和质量。采用快速割嘴可提高切割速度,使切口平直,表面光洁。
手工操作的气割割炬,用氧和可燃气体的气瓶或发生器作为气源。
半自动和自动气割机还有割炬驱动机构或坐标驱动机构、仿形切割机构、光电跟踪或数字控制系统。大批量下料用的自动气割机可装有多个割炬和计算机控制系统。
被气割的金属材料应具备下列条件:
①在纯氧中能剧烈燃烧,其燃点和熔渣的熔点必须低于材料本身的熔点。熔渣具有良好的流动性,易被气流吹除。
②导热性小。在切割过程中氧化反应能产生足够的热量,使切割部位的预热速度超过材料的导热速度,以保持切口前方的温度始终高于燃点,切割才不致中断。因此,气割一般只用于低碳钢、低合金钢和钛及钛合金。
气割是各个工业部门常用的金属热切割方法,特别是手工气割使用灵活方便,是工厂零星下料、废品废料解体、安装和拆除工作中不可缺少的工艺方法。
气割时应用的设备器具除割炬外均与气焊相同。气割过程是预热一燃烧一吹渣过程,但并不是所有金属都能满足这个过程的要求,只有符合下列条件的金属才能进行气割。
1.金属在氧气中的燃烧点应低于其熔点;
2.气割时金属氧化物的熔点应低于金属的熔点;
3.金属在切割氧流中的燃烧应是放热反应;
4.金属的导热性不应太高;
5.金属中阻碍气割过程和提高钢的可淬性的杂质要少。
符合上述条件的金属有纯铁、低碳钢、中碳钢和低合金钢以及铁等。其它常用的金属材料如:铸铁、不锈钢、铝和铜等,则必须采用特殊的气割方法(例如等离子切割等)。目前气割工艺在工业生产中得到了广泛的应用。
优点
1. 切割钢铁的速度比刀片移动式机械切割工艺快;
2. 对于机械切割法难于产生的切割形状和达到的切割厚度,气割可以很经济地实现;
3. 设备费用比机械切割工具低;
4. 设备是便携式的,可在现场使用;
5. 切割过程中,可以在一个很小的半径范围内快速改变切割方向;
6. 通过移动切割器而不是移动金属块来现场快速切割大金属板;
7. 过程可以手动或自动操作.
缺点
1. 尺寸公差要明显低于机械工具切割;
2. 尽管也能切割象钛这些易氧化金属,但该工艺在工业上基本限于切割钢铁和铸铁;
3. 预热火焰及发出的红热熔渣对操作人员可能造成着火和烧伤的危险;
4. 燃料燃烧和金属氧化需要适当的烟气控制和排风设施;
5. 切割高合金钢铁和铸铁需要对工艺流程进行改进;
6. 切割高硬度钢铁可能需要割前预热,割后继续加热,来控制割口边缘附近钢铁的金相结构和机械性能.
7. 气割不推荐用于大范围的远距离切割.
[注:本文部分图片来自互联网!未经授权,不得转载!每天跟着我们读更多的书]
互推传媒文章转载自第三方或本站原创生产,如需转载,请联系版权方授权,如有内容如侵犯了你的权益,请联系我们进行删除!
如若转载,请注明出处:http://www.hfwlcm.com/info/216875.html
相关文章
-

专业师傅上门维修热线:400-6338-398,问题描述:用户遇到索尼电视机出现故障,需要维修师傅进行处理。以下是维修过程和步骤:1. 客服电话咨询用户拨打索尼电视机的服务电话,与客
-

房车已经逐渐成为欧美国家人们度假出行的主流方式,各式各样品类繁多,不过基本上都超贵就是了。最近,外国艺术家 ChristopherStoll 和女朋友花了四个月把一辆旧巴士改造成了房车,
-

年关将至,在农村很多的年轻人也纷纷回到家乡和自己的对象举行了婚礼,那场面也真是热闹,我这个月几乎每个星期都要去吃一些七大姑八大姨的亲戚的酒宴,这不这个星期六又去吃
-
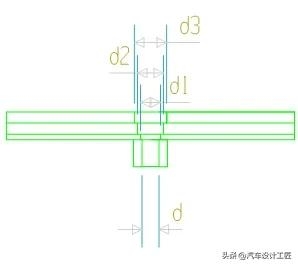
在进行汽车设计过程中,关于钣金件设计中,对于凸焊螺母和凸焊螺栓,有多层板时,开孔大小有什么设计要求?工程师需要注意哪些要点?大家好,我是汽车设计工匠,今天就和大家
-

iPhone 12发布后配件行业迎来一波革新,功率升级快充升级的同时更多功能加入到充电配件中,近日欧派奇推出了20W支架式无线充电宝,支持20W有线快充15W无线快充,支持Lightning快充输入
-

今天我想跟大家分享一下座套的制作过程。制作座套需要先核对出版型,然后进行切割和排版。排版后,每一个细节和块都被精确地分配到材料上,所以几乎没有浪费的材料。对于材料
-
斯柯达明锐这款车有着掀背大后背箱,买它的朋友很多人都是看到它的这个优点。其中不乏想利用它这个空间改床车的。但是它的后座椅放倒后和后背箱有个大约10公分高的台阶而不是纯
-

很多人都了解汽车千斤顶,也都会使用汽车千斤顶,不过对于一些细节上的规范处理可能就不是那么的熟悉了,汽车千斤顶在使用的过程中是存在一定安全隐患的,那么我们又该如何处
