数控车铣复合加工中心的核心功能部件——BMT 刀盘伺服动力刀架
简介

数控刀架是数控车床和数控车铣复合加工中心的重要核心功能部件,目前刀架设 计开发上大多遵循德式快换刀座(VDI Tool holder System)规范,带 VDI 刀盘的数控刀架 通过夹紧块夹紧带齿锥的刀柄,已广泛使用于刀座轴向或径向安装的刀塔,具有换刀速度 快的特点。

但在 VDI 刀盘上,刀座的刀柄安装在刀盘安装孔内,为了方便安插一般采用松配 合,两者产生的微小间隙会对加工精度造成不良影响 ;刀柄利用锁紧块上的单一螺钉固定, 由于空间限制,锁紧块不能做得很大,使锁紧块无法对刀座进行强力锁压固定,导致固定效 果不稳固 ;切削时,刀具的受力端到刀座的固定端较长,容易产生振动,同时降低了刚性。 VDI 刀盘的缺点限制了机床整机的加工性能。
伺服动力刀架

包括刀架箱体 29、后盖板 6、动力输入轴 7、离合装置(主要包括活塞 10 和拨叉 11)、第一中间轴 18、第二中间轴 19、第三中间轴21、三齿盘结构(主要包括动齿盘23、定齿盘22和锁紧齿盘24)、动力刀驱动装置(主要包括齿轮箱 34、锥齿轮 g32、锥齿轮 h33 和动力界面 43)和刀盘 28。

刀盘 28 上设有定位刀座用的十字键槽 28.1,有固定刀座用的螺纹孔 28.2。

动力输入轴 7 后端套有轴套 3,轴套 3 上套有球轴承 4,球轴承 4 支撑在刀架后盖板 6 上,动力输入轴 7 前端通过滚针轴承 5 支撑在刀架后盖板 6 上,动力输入轴 7 通过安全联轴器 2 与伺服电机 1 相连。超载时安全联轴器 2 连接失效,伺服电机 1 的输出轴与动力输入轴 7 断开连接,起电机保护作用。动力输入轴 7 上设计有外花键 7.1。

直齿轮 a8 上有内花键 8.3,直齿轮 a8 端部有一套结构 8.1,套结构 8.1 上有内螺纹 8.2; 直齿轮 b9 上有套结构 9.1,套结构 9.1 上有外螺纹 9.2,套结构 9.1 上有外螺纹 9.2旋入套结构 8.1 上有内螺纹 8.2 内。直齿轮 a8 和直齿轮 b9 分别通过内花键 8.3 和内花键9.2 套入动力输入轴上 7。直齿轮 a8 和直齿轮 b9 可在动力输入轴 7 上沿 A 向和 A 的反方向滑动。

直齿轮 a8 的套结构 8.1 上有一挡肩 8.4,球轴承 13 的内圈套在套结构 8.1 上,利用挡肩 8.4 和挡圈 16、弹簧卡圈 17 固定球轴承 13 内圈。球轴承 13 的外圈上套有轴承套12,利用螺钉 15 和垫 14 和轴承套 12 固定球轴承 13 的外圈。

第一中间轴 18 为一双联齿轮轴,直齿轮 c18.1 与直齿轮 a8 相互啮合,直齿轮d18.2 与刀盘驱动齿轮 e20 相互啮合。第二中间轴 19 上安装有直齿轮 i47,直齿轮 i47 同时与直齿轮 b9 以及第三中间轴 21 上的直齿轮 f21.1 相互啮合。第三中间轴 21 端部通过滚针轴承 48 支撑在刀架后盖板 6 上。

离合装置主要包括活塞 10 和拨叉 11,拨叉 11 固定在活塞 10 上,拨叉 11 的叉部11.1 套入轴承套 12 的凹槽 12.2。液压由油腔 a10.1 流入时,活塞 10 带动拨叉 11 并推动直齿轮 a8 沿 A 反方向移动,直齿轮 a8 与直齿轮 c18.1 脱离啮合,直齿轮 b9 与刀盘驱动齿轮 e20 啮合传动。液压由油腔 b10.2 流入时,活塞 10 带动拨叉 11 并推动齿轮沿 A 方向移动 , 直齿轮 a8 与直齿轮 c18.1 啮合传动,直齿轮 b9 与刀盘驱动齿轮 e20 脱离啮合。

三齿盘结构主要包括动齿盘 23、定齿盘 22 和锁紧齿盘 24。定齿盘 22 安装在刀架箱体 29 上,动齿盘 23 靠螺钉 30 与刀盘驱动齿轮 e20 连接。挡套 25 安装在刀架箱体 29上,刀盘驱动齿轮 e20 通过推力轴承 26 和轴承垫 27 顶在挡套 25 的侧面上。定齿盘 22、动齿盘 23、刀盘驱动齿轮 e20 和挡套 25 将锁紧齿盘 24 封闭成为一活塞结构,在锁紧齿盘 24上设有弹簧 31。当液压由油腔 c24.1 流进时,定齿盘 22、动齿盘 23 和锁紧齿盘 24 齿牙脱离,刀盘驱动齿轮 e20 可带动动齿盘 23 和刀盘 28 旋转 ;当液压由油腔 d24.2 流入时,定齿盘 22、动齿盘 23 和锁紧齿盘 24 齿牙接触,锁紧动齿盘 23。
刀架在进行背向加工时,刀盘 28 对动齿盘 23 的作用力等于切削力 Fz,液压油和弹簧 31 作用到锁紧齿盘 24 上的合力为 F1,液压油和弹簧 31 作用到挡套 25 上的合力为F1+F2,其中,F2 为挡套 25 侧面大于锁紧齿盘 24 侧面部分受液压油的作用力。为动齿盘和与锁紧齿盘间作用力为r F(1 0<r<1),刀架加工过程的最大背向加工能力为F2+(1- r) F1。挡套 25 外环的存在可提高刀架的背向加工能力。

动力刀驱动装置结构如图所示,锥齿轮g32的轴肩32.1和锁紧螺母44固定球轴承 36 的内圈,垫 40 和球轴承 36 的外圈沿轴线 X1 方向套入齿轮箱 34。紧固件 39 上有外螺纹,旋入齿轮箱 34 固定球轴承 36 外圈,将球轴承 36 和锥齿轮 g32 安装到齿轮箱 34 上。锥齿轮 h33 的轴肩 33.1 和动力界面轴肩 43.1 固定球轴承 41 内圈,球轴承 41 外圈套入支撑套 42 内,支撑套 42 沿轴线 X2 套入齿轮箱 34 内。锥齿轮 g32 和锥齿轮 h33 相互啮合传动。

齿轮箱 34 通过螺钉 35 固定到支撑件 45 上,支撑件 45 通过螺钉 46 固定在后盖板 6 上。刀架装配时,预先将锥齿轮 g32、锥齿轮 h33 安装在齿轮箱 34 上。再将装配好的齿轮箱 34 插入第三中间轴 21,并通过胀紧套 37 和压板 38 胀紧锥齿轮 g32 和第三中间轴 21,通过螺钉 35 将齿轮箱 34 固定到支撑件 45 上。
机械公社致力于提供机械的行业技术 ,为行业人士建立和拓展全技术能力提供技术服务,是机械行业第一个跨屏技术平台、第一个互动应用系统。更多行业技术请关注 机械公社圈


[注:本文部分图片来自互联网!未经授权,不得转载!每天跟着我们读更多的书]
互推传媒文章转载自第三方或本站原创生产,如需转载,请联系版权方授权,如有内容如侵犯了你的权益,请联系我们进行删除!
如若转载,请注明出处:http://www.hfwlcm.com/info/276798.html
相关文章
-

-

-

一、前言上个章节我们介绍了齿轮传动蒸汽机车里的大户夏伊式蒸汽机车以及衍生的威拉米特蒸汽机车,这个章节我将对剩下的齿轮传动蒸汽机车做一个介绍。二、顶点型蒸汽机车顶点
-

当问起多长时间清理一次磨豆机时,很多人都会回答:“…不记得了。”或许大部分家庭咖啡师都忽视了清理咖啡机和磨豆机的重要性。一来清理起来很麻烦,二来机器看起来也不是很
-
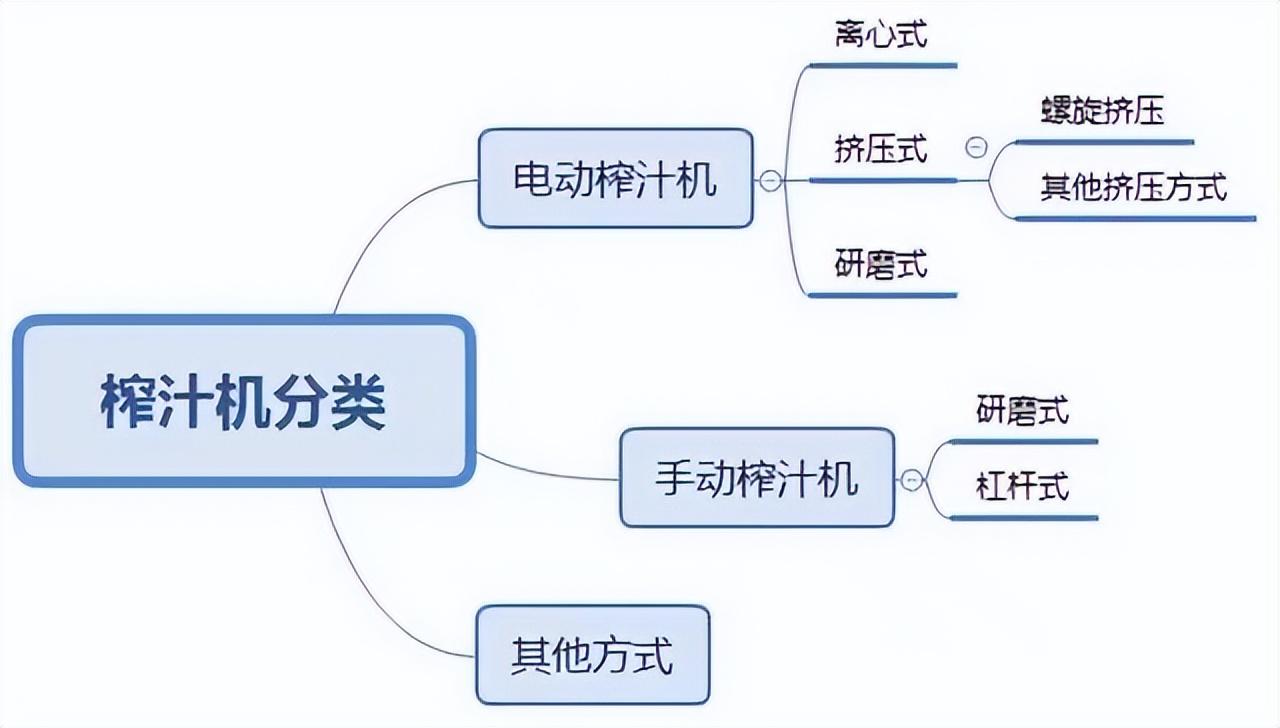
一.榨汁机与榨汁机的分类榨汁机:一种可以将含有汁液的水果、蔬菜等食材快速榨取其果汁、蔬菜汁的机器。主要的两类电动榨汁机,一种是离心式的,一种是挤压式的。离心榨汁机的
-

2015-10-06 05:00:01 作者:华鹏飞【中关村在线家电频道原创】很多人都喜欢吃坚果,但是对于大家来说,剥坚果是一件非常麻烦的事情,虽然在市场中我们可以看到很多坚果钳,不过在使用
-

-
