老板必须知道的注塑机野蛮操作有哪些?

安全操作时
1、对没有止动棒的机器用手按住安全门开关进行操作;
2、料斗下料困难就不用磁力架;
3、注塑机,反操作侧操作
4、模具没合模,射座台就前进.
5、合模不设低压保护或低压保护失效。
6、安全门故障,带着危险继续生产。
7、有双手制动开关的设备,短接一个,用单手完成(如立式注塑机)。
8、多人同时操作机器。
9、马达刚启动时,就按操作键做动作。
10、停机时起高压,再次生产时,打不开模具。
11、设备维修时不关电源,不熄马达,不挂警示牌!
12、低压警报时,加大高压位置.
13、手动合模合不上时,加大手上的操作力度(使劲扭开关或用力戳按键.)
14、为了让材料更快下去,在螺杆回料的时候,使用硬物捅下料口!
15、贪图方便和节省时间,上模时没有将压块上正!
16、螺杆温度没有达到的时候就降低温度回料,导致螺杆折断!
17、不拆压板就用吊车吊模具
18、主流道粘模,不用铜棒用铁棒敲.
19、主流道粘模,在不合模的情况下,用注射动作直接将主流道硬“挤”出.
20、产品打的太饱,粘动模,用满压满速多次猛顶,顶针折断,顶杆变形;
21、浇口太小,产品打不饱,猛升炮筒温度,材料分解;
22、拉料扣针磨损,流道料不易脱落,就用开模末端的高压低速硬来或拉环强拉;
23、产品粘定模,直接合模,试图将制品拉出.
24、上落模拆水管把水漏进电箱造成电脑黑屏,主板烧坏;
25、马达启动保护设置不当,只要启动就马上动作,没有相应的延迟时间,损坏马达;
26、短接安全门咭制,开门也能锁模;
27、用纸垫在模具的一边锁模(部品有毛边),造成锁模机构变形,甚至哥林柱断;
28、产品粘前模用热胶粘上锁模硬拉出来
29、料筒温度不够(或设定温度与物料所需温度不符)就启动熔胶螺杆
30、用在生料(回收料)不放磁铁架.
31、料筒冷却水管没接或不开也在用.
32、生产易分解易腐蚀料如PVC;电木,料筒里的料,没有清空就停机
33、热流道模具温控器不加温,就换控制表(不检查模具及温控器是否有故障)反复烧表
34、温控器电源没关就拔模具上的插头
35、机器马达不关,电源不关,就进入模具内工作
36、上完模,不下防开片(固定前后不允许开脱的钢条)就开模
37、上完模,天车不下就开模
38、油泵的输油管渗油或微裂,用胶带或其它的布条捆绑,勉强使用;
39、电线祼露,用透明胶纸随便束一下,扔在哪里不管了;
40、异常警报未查明原因便高压锁模
41、短暂停机再开机不空打胶,直接开机
42、射嘴漏胶时,用纸皮或铁皮垫;
43、热流道模具上模后,先开电热开关,再开水(漏水烧热流道)
44、上模不平衡,关不上模时调大低压强锁
45、试模或小批量生产时,为贪图省事,压模码仔只打对角4个或不接水
46、为了贪图便宜,把后安全门安全开关短接.
47、无效使用或不使用机械安全闸,估计有80%的工厂是这样做过.
48、试模需要加模温的模具直接用火枪烧模腔加温
49、保险棒坏,用绳子绑住,不处理继续生产
50、多次顶针,产品不掉,全自动时,强行从上方取样品,小心手呀!
51、液压油不足时,继续生产,液压油下限时间久,很容易搞坏定量泵,实在不行,就打开循环水管,加点水吧
52、上模前不看机器上装了几个顶杆,顶不出顶针就猛加顶针压力,导致…
53、产品顶针位有油污,采用火枪直接烧顶针
54、模具有强制复位时,偷懒,不装!
55、有安全保护装置,偷懒,不装!
56、不符合要求强起高压锁模和射料!
57、抽芯油管太长,短接咭制开关,不关安全门!
58、为了开关门省力,机械保险挡块,用绳子吊着,或干脆不用!
59、将射胶保护罩拆除不用,便于取胶块;
60、不开模就吊模具,将机台吊起.
61、对有抽芯的模具不看顺序就开模,把模具拉坏
62、产品脱模不好对EDM面进行抛光;
63、薄壁产品卡模,用铜丝拨,但是把铜丝敲扁时就直接在哥林柱上敲
64、上下模,把模具吊到机器上定好位置,没有及时用压板压紧,就去做其它事,他人在不知道的情况下把模具打开,结果模具往下掉。
65、产品粘在定模上,找不到铜棒,用铁棒敲,把模具敲坏
66、热流道模具流胶时,由于热嘴太深,不确认原料分解温度就升高温度,试图将冷胶熔化;
67、吊装模具不检查吊环是否上好,操作中,模具掉了;
68、模具吊在半空,去调模具厚度.
69、抽芯设置反了,直接半自动,模具撞了.
70、将注塑机喷嘴外旋减少螺纹的长度加长喷嘴(注塑机喷嘴不够长时)。
71、模具顶出板带微动开关的,不接线就生产
72、顶出和滑块都用油缸动作,滑块下面有顶杆,接中子油管不按照标识接,或油管同时接(将滑块顶伤)。
73、用吊钩或吊带,吊环没有上紧,吊钩或吊带与模具一起转动,吊环与模具容易脱落;
74、热嘴堵塞了用铜棒去敲。
75、漏料了,把射座压力速度加高猛撞模具,
异常处理时
76、射嘴发热圈坏了就用火枪烧烧再做.
77、锁模不顺畅,用高压高速猛冲(也不确认是否模具不正或缺少润滑);
78、螺杆转速慢,用高压高速猛转(也不确认温度是否适宜);
79、产品打不满,用高压硬压(也不确认温度是否适宜);
80、射咀、法兰拆不下,用加力棒硬敲;
81、下模时,定位圈被卡,用座进硬顶;
82、产品粘模,用铜棒硬撬;
83、射嘴堵塞,产品打不饱就拼命加压力---不拆射嘴;
84、上大模具时,害怕模具不安全---用特别长的加力杆拼命压;
85、生产中,油温或料温偏差就调大上下限范围---不检查原因;
86、正常运转中,产品有问题就调参数---不分析原因:如模温上升;
87、机械手老是报警就关掉警报功能---不排除故障;
88、机器油温过高就拔热电偶
89、滑块滑动不顺畅的时候,没有进行检查就只是把滑块螺丝松一下就继续生产!
90、模芯密封不好,轻微涌水出来,因批量小,就勉强生产,导致蚀纹面生锈;
91、模芯配件松动或损伤,因为要生产的数量不多了,勉强生产,导致其它模件处受损而加大修复难度.
92、产品粘模,用火枪在模具上直接烧;
93、上模不确认顶针复位确认开关
工艺调整时
94、在制品不产生飞边的情况下,而采用较高的锁模力;
95、试新模时,第一模就把产品打满.
96、打不满就拼命加料.
97、为了提升周期,拼命提升开合模压力和速度!


◆想要领取《塑料加工原料牌号速查手册》、《薄膜技术问答集锦》(第一期)与《薄膜技术问答集锦》(第二期);想了解更多行业信息,与更多人进行行情交流、技术探讨,可以私信小编,带你学习塑料干货,与塑料行家交朋友。
[注:本文部分图片来自互联网!未经授权,不得转载!每天跟着我们读更多的书]
互推传媒文章转载自第三方或本站原创生产,如需转载,请联系版权方授权,如有内容如侵犯了你的权益,请联系我们进行删除!
如若转载,请注明出处:http://www.hfwlcm.com/info/164009.html
相关文章
-

金融界9月18日消息,汉宇集团在互动平台表示,公司在家用电器配件板块推出了新型进水阀,终端电器板块推出了地尔水疗马桶和米诺斯轻水疗马桶等系列产品,新能源汽车配件板块的
-
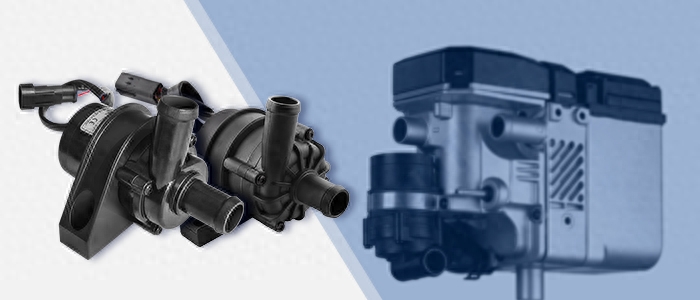
2022年12月,从客户H公司传来好消息,多浦乐发动机预热器水泵C05连同H公司的加热器设备一起通过了UL认证,可以批量进入市场!这意味着双方的产品为预热器使用者带来更多安全和可靠
-

2021年,是辽宁天信专用汽车制造有限公司在铁岭发展的第13个年头。10多年间,天信公司的生产规模逐渐扩大,产品系列已经发展到6大类30多个品种,拥有28项专利技术产权,为地方提供
-
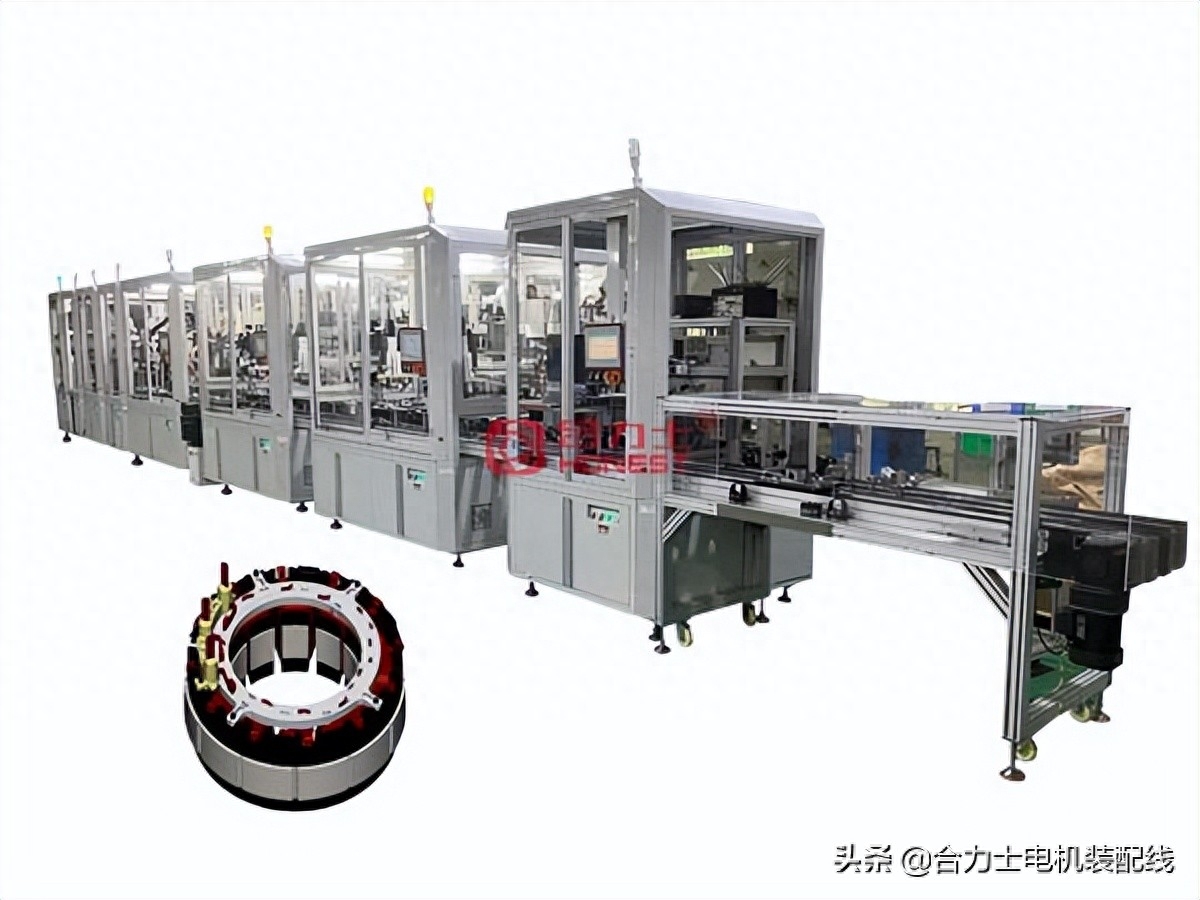
汽车水泵无刷马达定子装配线配置高精度传感器、视觉检测系统等,防漏装、少装、错装及安装后质量检测;产线配置数据追溯系统,并能够和客户MES系统实现对接,具有相对较高的自
-
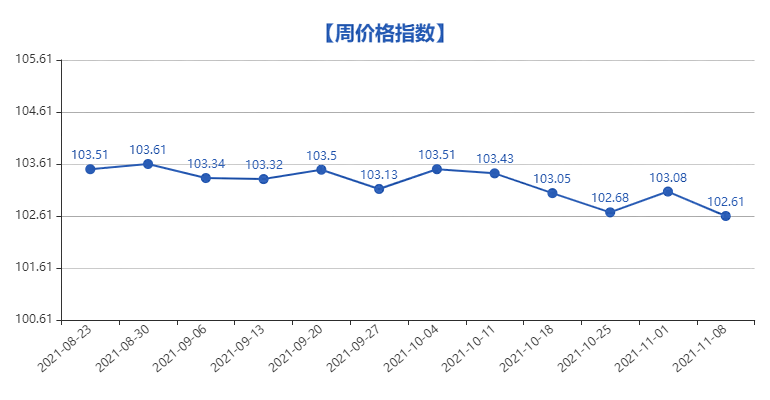
据监测,“义乌·中国小商品指数”中小商品周价格指数本周为102.61点,小幅下跌0.47点,场内订单交易价格指数环比上涨1.68点,场内直接交易价格指数和出口交易价格指数环比分别下跌
-
汉宇集团(300403)06月27日在投资者关系平台上答复了投资者关心的问题。投资者:请问公司在新能源汽车特别是汽车热管理方面有具体哪些产品?有没有进一步拓展的计划?汉宇集团董秘
-
汉宇集团近期接受投资者调研时称,公司在新能源汽车配件方面的主要产品是充电桩和电子水泵,目前该板块业务营收占公司营收比例较小,公司正在进行推销推广工作。
-
同花顺(300033)金融研究中心10月30日讯,有投资者向拓邦股份(002139)提问, 车联网与新能源汽车是未来的一个很好的产业,公司是有这方面的业务?公司回答表示,公司智能控制器有