汽车生产线滑橇相关设备
前文我们专门介绍了滑橇输送系统的滑橇,文中明显能看出滑橇在系统中的重要作用。同时,在文中我们也能看出滑橇的问题点。 科学技术就是在发展中不断进步。随着技术的积累,解决问题保证有效工作的持续性,一直是技术人员不断探究的方向。滑橇系统也一样,所有就有了,针对滑橇常有问题的应对方案和相关设备的出现。针对滑橇的相关设备我们今天只列举一些常规设备, 至于清洗和其它特殊设备我们就不再详述。

滑橇输送系统中,直接对应滑橇的设备有:堆拆垛机,这个前文咱们介绍过;检测设备,检橇的设备分两种, 一种是传统手动的,另一种是全自动的。下面我们针对这些设备进行逐一描述。

堆拆垛机是堆垛机和拆垛机合在一起的简称,在滑橇系统循环线体中,有堆垛机就肯定有对应的拆垛机, 这两台设备主要是解决滑橇在系统的存放问题,这跟系统储能有直接关系。考虑损耗、返修、转运的节拍,滑橇系统在规划阶段就会计算所需的滑橇数量, 而且综合评定,滑橇数量比实际需求会多一些。 多地滑橇如果平铺在整个系统中,会占据很大空间, 单独预留大面积的存放地又不现实。 于是便有了码垛堆放的方案。在整个系统中, 留出一小部分区域,并规划循环线体, 将滑橇堆放起来, 在头尾处,布置码垛和拆垛的设备, 就能有效地解决实际问题。滑橇的码垛数量根据滑橇样式、重量和实地空间决定。我们一般常见的是3-5个滑橇一摞。这个问题不绝对, 我也见过码放更多数量的。
配图

拆垛机和堆垛机的种类很多, 各供货公司所设计的也不尽相同, 但原理基本上都是一样的。由于时间原因,我们不可能都介绍一遍。但可以肯定地说, 但堆拆垛机的种类就可以在设计手册中出一章节。今天我只找几个简单的列举下。

早期堆拆垛机, 气动的比较多,那是的升降台大部分也是液压的升降的。所以,有些小伙伴们去参观老式工厂就会看到那一种, 整体来说,简单粗暴。噪音大,可靠性还不错。十年前一直被广泛使用。
配图

早期框架式堆拆垛机
随着科学技术的进步, 各种设备也日新月异。后期,逐步被电动设备取代。而且,设备越来越简洁、美观。而且更加高效。
配图

滑橇堆垛过程
空撬进入到堆垛机配套的升降辊床上-到位确认-升降台顶起-升降到位确认-托举臂动作并确认到位-升降台下降复位并确认到位-下一个空撬进入执行前面一个循环(循环执行过程中周后来的滑橇就把前面的滑橇顶起来摞在一起了)-如此循环反复,直到约定满载确认后流向积放储存区。

滑橇拆垛过程跟堆垛过程正好相反,设备和动作基本上一样。如此便形成一个闭环。
检橇装置
检橇设备全自动一般会布置在线体中, 在进入下一个生产循环的前面会布置一个自动检橇装置,避免问题橇再次进入下一个循环使用,造成故障而重复发生。在这里我们多说一点, 这个全自动检测装置,有极大的改善空间。目前很多是传感器的形式,后续可能会趋向视觉检测,并能实施数据结果上传功能。至少目前还是空白区。小伙伴们努力啊。 想想全国的市场,要是做到了,也就有了飞跃的机会。
配图自动检橇装置

而手动检橇装置, 是常在离线返修工位使用,配套的有钢平台、常用工具和备件库等设施。

滑橇产品图
检橇的关键点
1、整体外观
2、整体的平整度和变形量
3、尺寸
4、支撑定位精度
很多时候滑橇现场不具备检测条件, 人员往往会直接拿卷尺量, 这种方法,可以参考, 但不建议作为依据。偏差比较大。关键定位尺寸,我个人还是建议打三坐标,给定实际的报告。如果确实没有什么办法, 可以参考拉线确认。
一般头尾拉线确认是否弯曲,橇体两侧都需要拉线。对角拉线,测定位尺寸和变形量(对角拉线整个橇体要测,各对称定位点要全部拉线确认)。拉线尽量不要使用弹性的线,或者卷尺直接对角测量,还是那句话,误差较大。
好了, 介绍到这里,滑橇系统我们基本上都已经讲完了, 后面我们开其它的输送系统,前文留下的坑我会在后续更改或者填上。当然有些地方没讲到的,也希望小伙伴们,及时提醒,我好及时学习和补充。
在此也向大家告罪,因自己时常出差,忙闲时间也不像坐班工作那么稳定, 所以更新只能是一点点挤时间, 做完了就发。今后尽量努力的定期去分享。
[注:本文部分图片来自互联网!未经授权,不得转载!每天跟着我们读更多的书]
互推传媒文章转载自第三方或本站原创生产,如需转载,请联系版权方授权,如有内容如侵犯了你的权益,请联系我们进行删除!
如若转载,请注明出处:http://www.hfwlcm.com/info/267113.html
相关文章
-

在电子制造业中,ASM贴片机是一种关键设备,它能够高效、准确地将电子元件精确地贴片到PCB板上。然而,长时间的使用和频繁的操作可能导致贴片机配件损坏或出现故障,给生产线带
-

设备售后服务管理是企业整体经营管理中的重要组成部分,从产品研发到售后服务的整个流程都需要参与其中。售后维修管理系统是针对设备售后维修管理而研发的,通过专业、便捷的
-

2021年,是辽宁天信专用汽车制造有限公司在铁岭发展的第13个年头。10多年间,天信公司的生产规模逐渐扩大,产品系列已经发展到6大类30多个品种,拥有28项专利技术产权,为地方提供
-
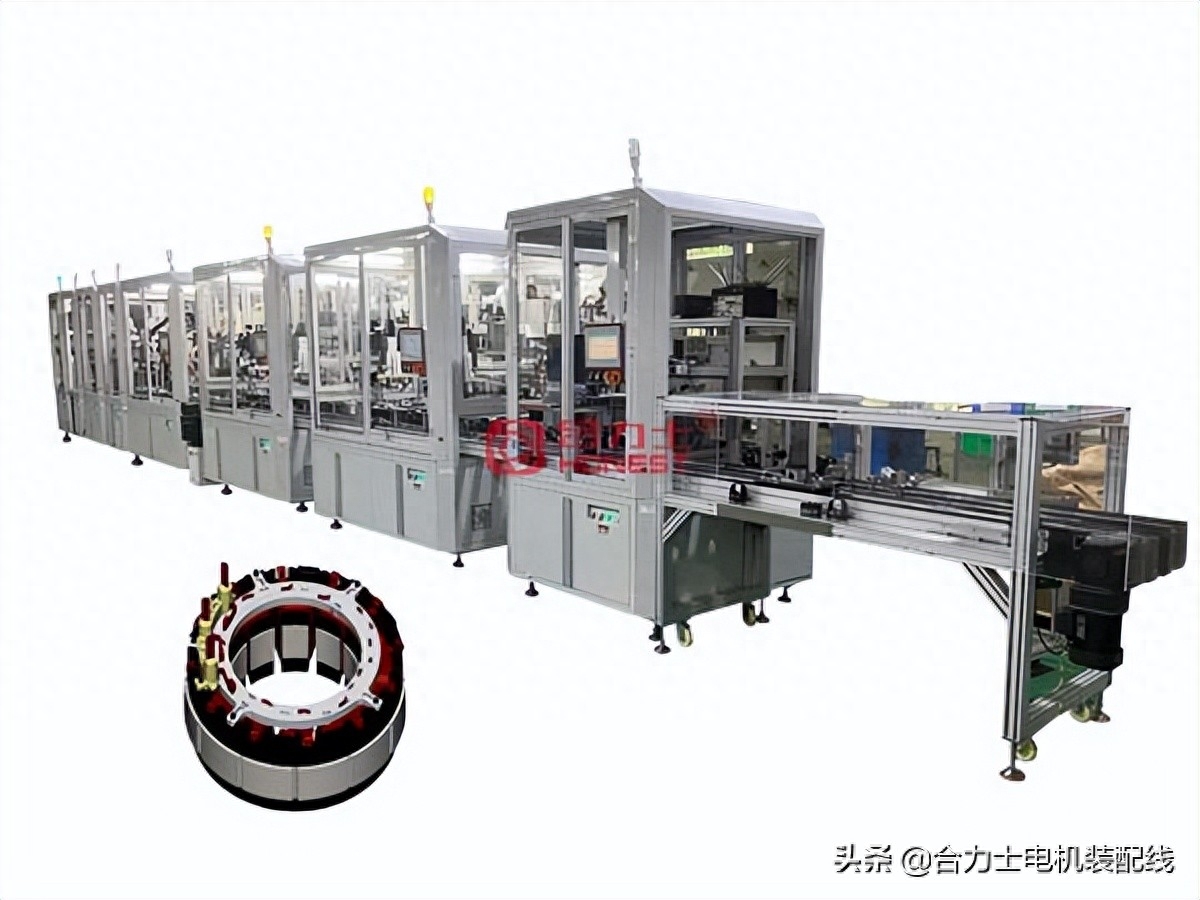
汽车水泵无刷马达定子装配线配置高精度传感器、视觉检测系统等,防漏装、少装、错装及安装后质量检测;产线配置数据追溯系统,并能够和客户MES系统实现对接,具有相对较高的自
-

iPhone 12 搭载 MagSafe 磁吸无线充电为用户提供了另一种电力补给方式,自动定位对准吸附方便易用,还不用带数据线外出更加便利,不少厂商纷纷针对磁吸充电特性开发对应的周边配件。
-

前言作为一名果粉,我有众多的苹果设备,但是每次充电是个麻烦。经常需要使用好几个充电头和充电线。这就导致我的桌面很凌乱。看起来真是邋遢极了。为了更好的桌面视觉效果,
-

科技的发展带来了便利的同时,也带来了很多不必要的麻烦。手机的功能覆盖了生活的所需,平时出门只带着手机就可以解决一切。但是手机没电的时候我们该怎么办呢?作为一名新手
-
喷漆设备在不同行业的应用十分广泛,它们是完成各种工艺需求的重要辅助工具,它们在哪些行业应用最广泛? 一、汽车行业 在汽车行业,喷漆设备用于汽车外观的涂装,它可以